

※铝的认识:铝材挤压模具的规格和报价※
铝材挤压模具的规格和报价
一、开模模具费怎么计算
客户提出需要买一种型号的铝材的时候,铝型材模具费用是怎么计算?铝型材挤压模具种类不同,模具结构组合设计不同,所以价格也不同。
(一)看结构
铝型材模具分为平模和分流模,还有一种整体模具用于无缝管的挤压生产,这种比较少。我们今天着重讲平模和分流模,平模用于没有腔体的型材,分流模用于有腔体的型材。分流模是有上下两片模具组合起来的,所以价格要贵一些。
(二)型材大小不同
截面越大的型材模具也有越大,铝型材模具的材质-般是H13钢, 模具越大价格也就越高。也就是说截面越大的铝型材模具价格越高。
(三)截面复杂程度不同
铝型材的截面有很简单的方管或圆管,也有复杂的散热器或多腔体的型材,虽然都是采用分流模,但模具的开发成本是不一样的。截面越复杂的模具费用也越高。
所以铝型材模具费用的计算主要从以上三方面来考虑,也就是简单而小截面的铝型材的模具费价格较低,而大截面的复杂分流模价格会比较高。从几百元到十几万都有,一般都是几百到几千元左右。
首先第一项我们判断制作这个铝材是用平流模还是用分流模呢。
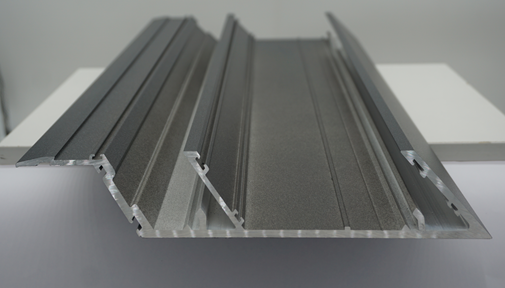
没有内腔的型材,使用平流模
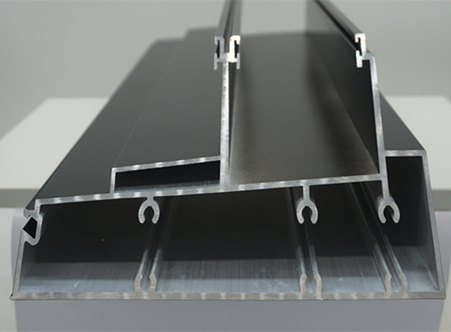
中间有内腔的型材,使用分流模
平流模
只有一件包括导流和工作带的模具叫平流模。平流模具比较简单,只要设计好分流孔就可以了,铝棒在加温后通过挤压力从平流模孔出来形成一种截面。像铝扁条、铝棒、一些异形材等。
分流模
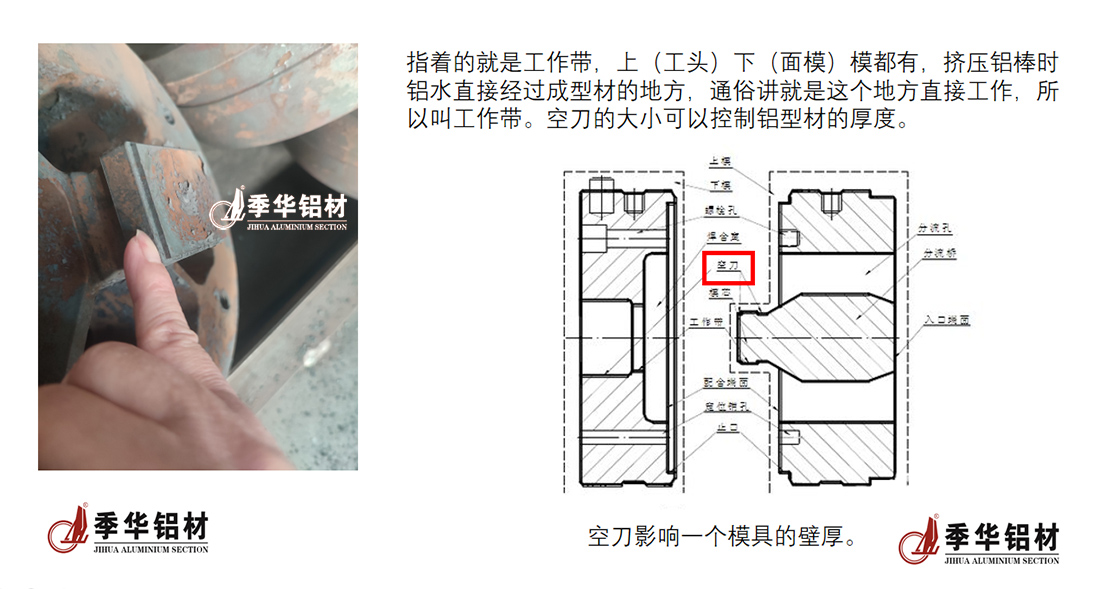
分流模一般都是由上模和下模两部分组成, 上模一般的作用是导流和定位空心型材的中空部分,下模是外表面工作带和空刀。在下模上有焊合室、模孔型腔、工作带和空刀。焊合室是把分流孔流出来的金属汇集在一起重新焊合起来形成以模芯为中心的整体坯料,由于金属不断聚集,静压力不断增大,直至挤出模孔。模孔型腔的工作带部分确定型材的外部尺寸和形状以及调节金属的流速,而空刀部分是为了减少摩擦,使制品能顺利通过,免遭划伤,以保证产品表面品质。
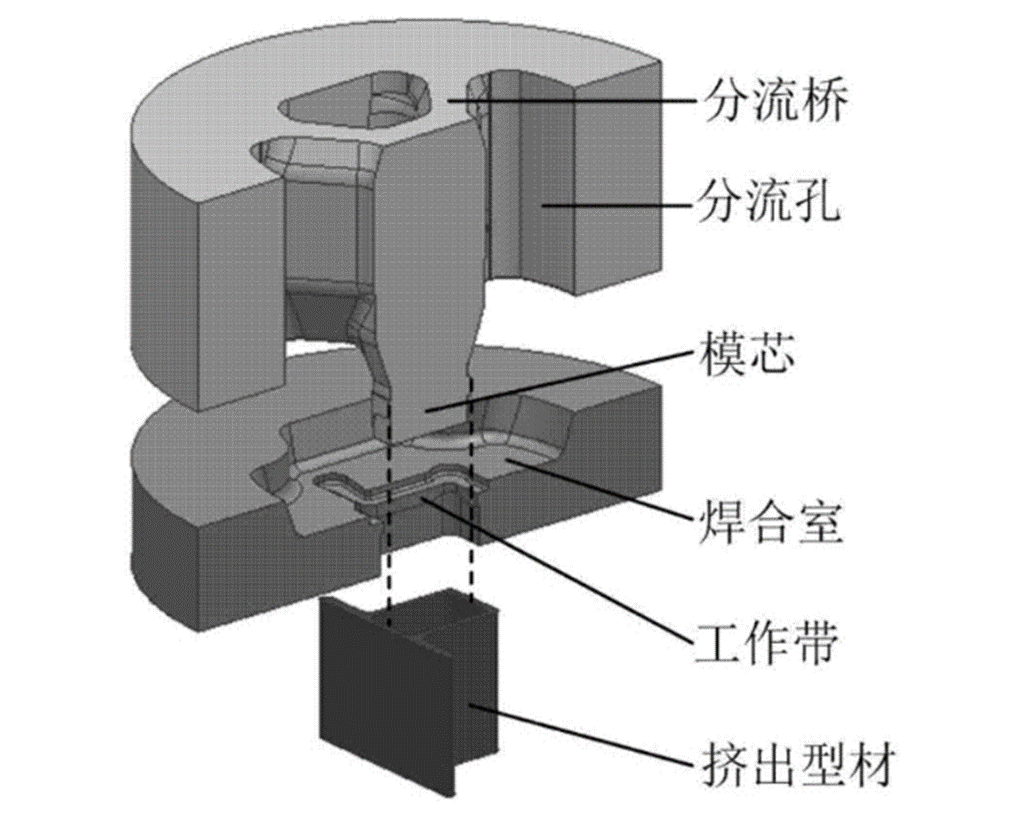

分流模内部结构图
第二项我们判断这个铝型材的截面尺寸有多大,截面的复杂程度。
我们可以看到这个铝型材图纸上这个铝材的外接圆为直径ф67,它可以选用分流模去挤压,然后这个外接圆要加80-100这个区间,因为圆铝棒一定要比铝材大很多才能挤压,因此我们可以67+80= 147。最后根据这个模具规则,可以选用合适的机型去挤压制造这个铝型材。
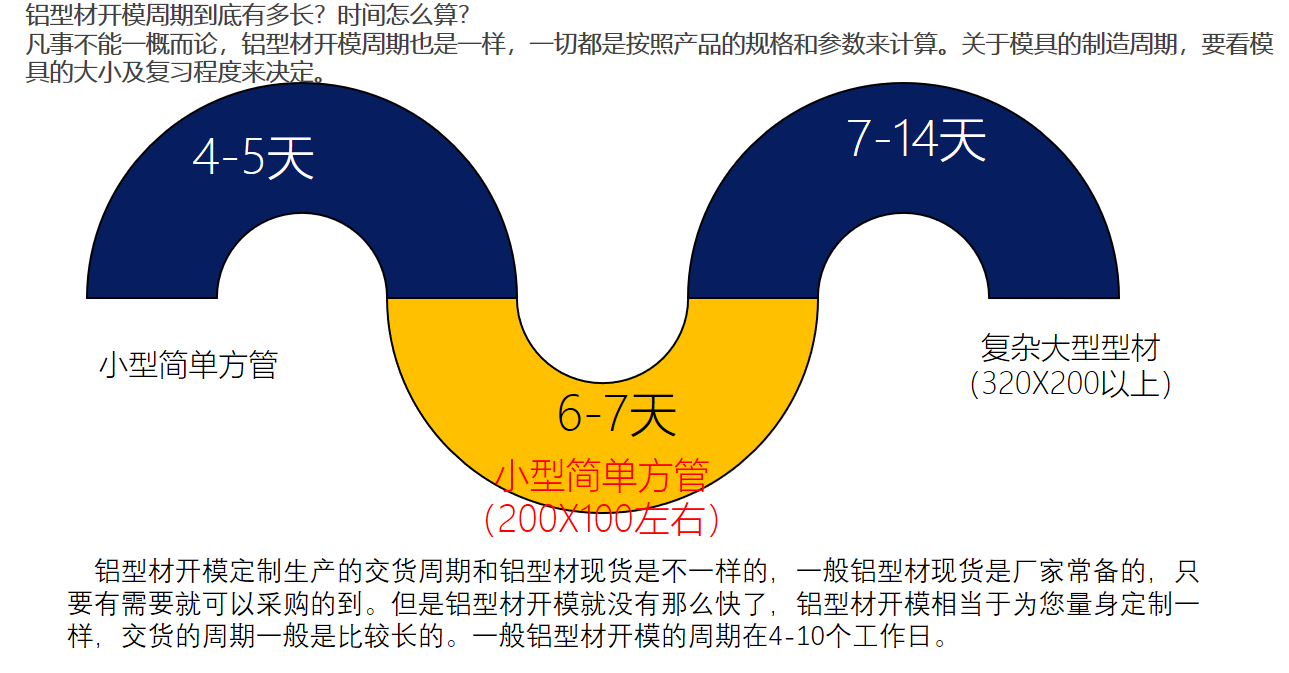
二、一般开模所需要的时间
三、模具的材质
有的大模具有几百公斤,甚至有的直径超过一米,超过一吨!铝型材的模具绝大多数都是用H13钢材,有棒材及煅打钢。


简单介绍一下两种常用的铝材材质:6063-T5 6063-T6
T5由高温成型过程冷却,然后进行人工时效的状态 ,适用于由高温成型过程冷却后,不经过冷加工(可进行矫直、矫平,但不影响力学性能极限),予以人工时效的产品。
T6固溶热处理后进行人工时效的状态 ,适用于高温成型过程冷却后,不经过冷加工(可进行矫直、矫平,但不影响力学性能极限)的产品,因此T6会比T5昂贵。
两种状态虽然在定义上有所区别,但对于6063合金来说没有太大的区别,主要是体现在力学性能的区别上,考虑到产品的使用方法,如果对强度或是受力方面的要求比较高,就可以选用T6的状态,如果是不受力的情况下选择T5状态就可以了。

四、模具制作的流程
模具制作流程:下料→粗车→码字→粗铣→热处理→精车→精铣→线切割电火花→钳工精修→抛光
1.先在锯床按图纸的模具大小锯好钢棒. (跟我们铝材选铝棒差不多)
2.将锯好的毛坯料在车床按照图纸尺寸粗车好.
3.将车床车好的坯料进行打字码.
4.在数控铣床(CNC.或叫加工中心)按照设计编程输入编程数据 粗铣. (粗加工)
5. 粗铣好后就进到钻床钻孔.
6.进行热处理.主要是增加模具的硬度.
7.热处理之后再在车床进行精车和打磨表皮.
8. 之后到CNC处按设计图的精度进行精铣(精加工).
9. 将精铣好的模具按设计精度进行线切割及用加工好的电极进行电火花工序.
10. 将上工序完成的模具进行微调打磨和刨光处理。
11.由质检员按图纸的尺寸及设计要求进行检测。
五、模具修理加工
壁厚是指铝材的厚度,看到模具上画着的加(+)减(-)只表示增加或减少铝材的厚度。10C=0.1mm
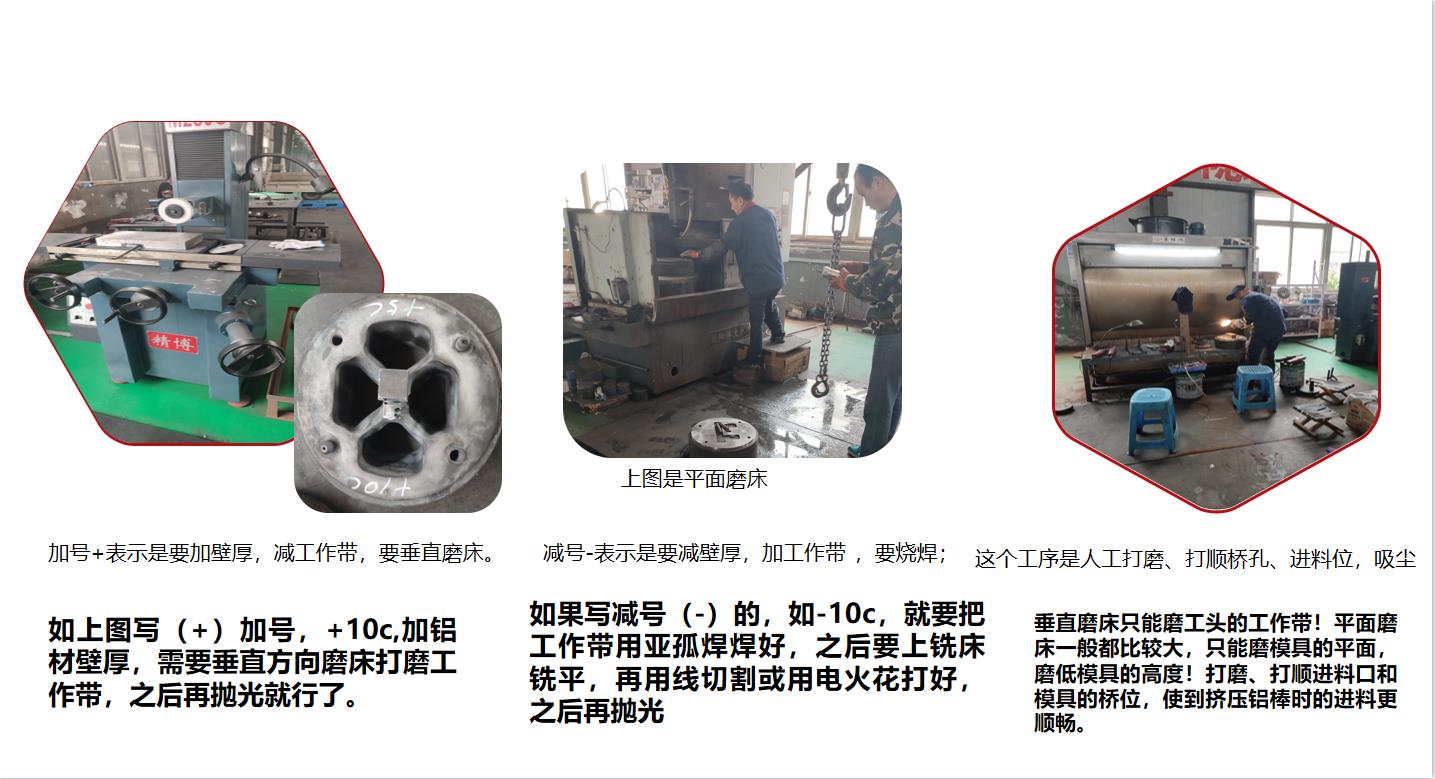
分流组合模修复一般是修复工作带。
最后简单介绍一下挤压比:
挤压比=挤压筒的截面积÷挤压型材的截面积。
那么600T挤压机用直径90毫米的铸锭,挤压筒直径95毫米,挤压直径20毫米的型材。挤压比=(1/4X3.14X95X95)÷(1/4X3.14X20X20)=22.6=1/4ΠD²÷1/4ΠD²
挤压比大小
挤压比相当于阻力,阻力大了就出不来,阻力小了就型材容易烂。挤压比的计算方法。
挤压比太小,铝型材制品变形不充分,密度和表面质量不好,铝型材容易挤压不出来。
挤压比太大,模具变形太剧烈,挤压困难,铝型材容易崩,各种崩模裂模,甚至造成堵模。挤压比太大时,金属流出模孔的困难程度会增大,挤压力也增大;(所以压线成品率不高)
小模具挤压大型材,模具容易烂,挤压比太低,密度很难保证;大模具挤压小型材,挤压比过大,容易堵模,过度浪费。




























说出你的想法