

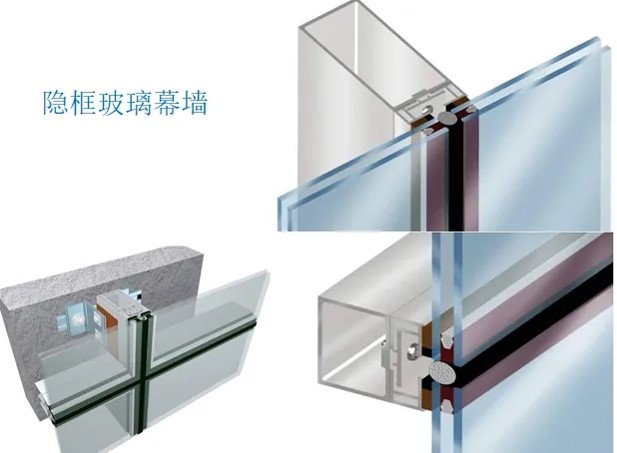
※铝的认识:铝型材加工工艺
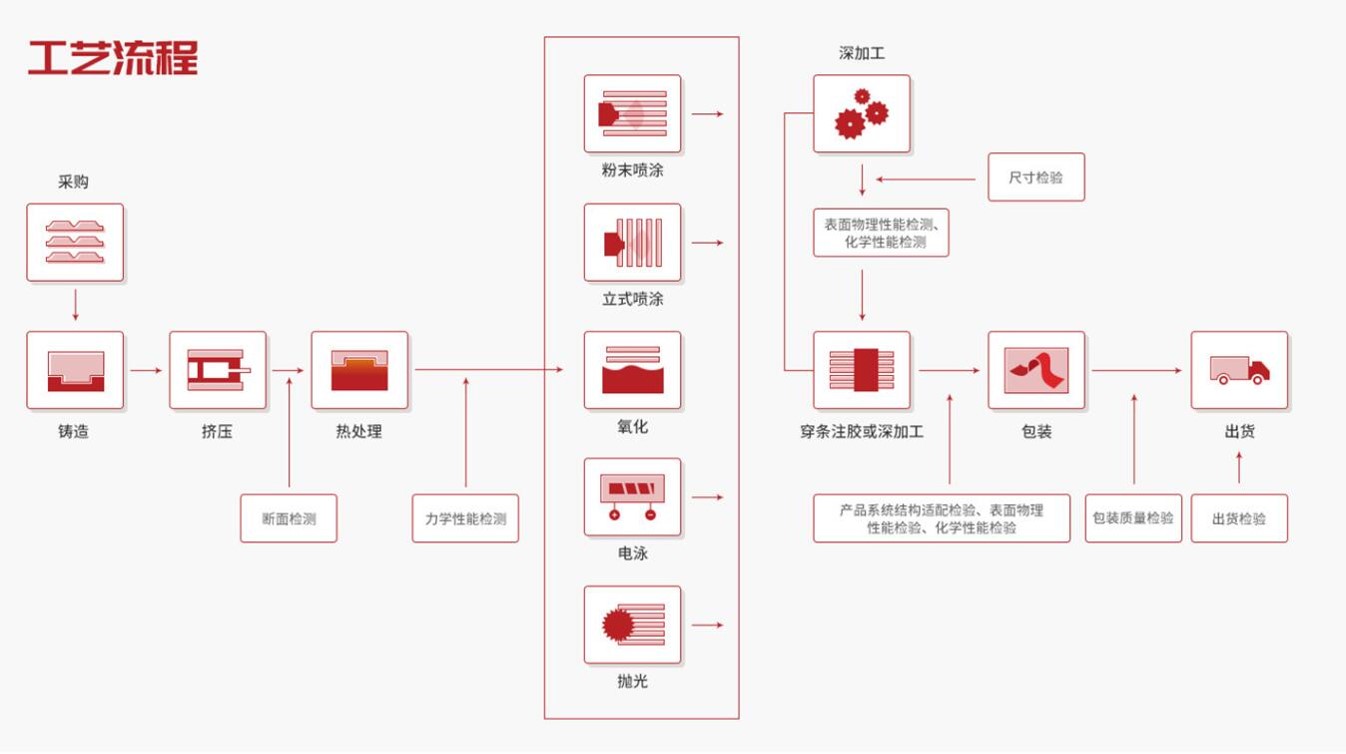
铝型材加工工艺
一、铝和铝合金的基本性质与用途
铝是元素周期表中的第13号元素,纯铝是一种具有银白色金属光泽的轻金属,原子量为27,铝的熔点为660℃,密度为2.7g/cm3,铝的晶体结构是面心立方晶格。铝在地壳中的平均含量为8.8%,仅次于氧和硅而居第三位,金属元素中则居第一位。

铝型材化学成份的技术要求(6063材质)
Si硅:0.20~0.60% Fe铁:不大于0.35%
Cu铜:不大于0.10% Mn锰:不大于0.10%
Mg镁:0.45~0.90% Cr铬:不大于1.10%
Zn锌:不大于0.10% Ti钛:不大于0.10%
其它杂质单个:不大于0.05%
其它杂质总和:不大于0.15% Al铝:余量

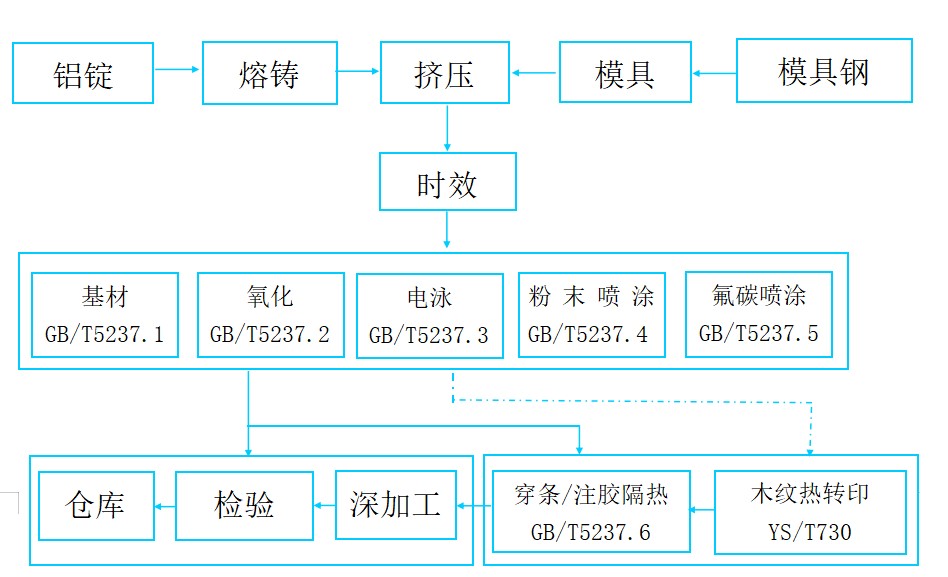
运进厂内,然后先熔铸

技术第一部分、熔铸:

我们季华工艺质量保证措施
1)每班配有专职的工艺员跟踪和监督工艺质量。2)化学成份化学化验。3)铝棒低倍检验。
4)原材料检验。5)工艺装备周期检测。


熔炼温度:720-760℃
铸造温度:690-720℃
均匀化温度:550-585 ℃ 保温时间:2-12小时
铸锭加热温度:470-530 ℃ 模具加热温度:440-480 ℃
挤压筒加热温度:380-430 ℃ 模具加热时间:2-5小时
挤压速度:实心材10-60m/min 空心材5-25m/min
拉伸:拉伸前制品应冷却到70 ℃以下,拉伸率控制在0.5-2.5%之间。
时效工艺:时效温度:175±5 ℃ 保温时间6-8小时
时效工艺:时效温度:200±5 ℃ 保温时间1-3小时

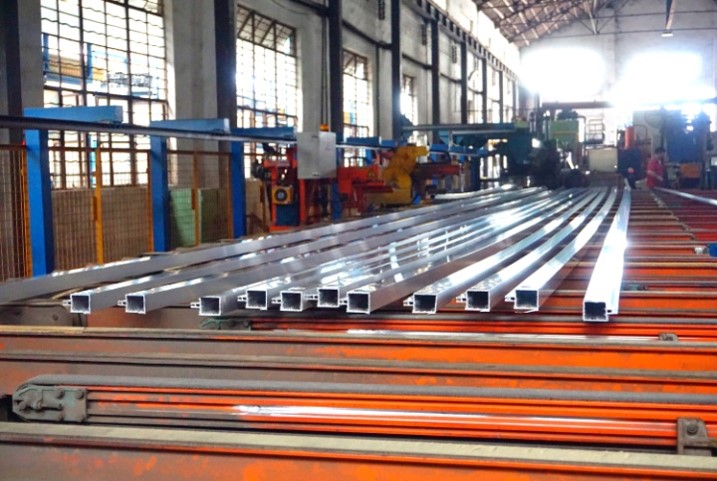
技术第二部分、挤压:



本公司引进多条国内外先进的挤压生产线,可以生产多种牌号的铝型材。年产量达5万多吨。本公司挤压技术也非常成熟:
尺寸偏差符合图纸和(GB5237.1-2008标准要求 力学性能的技术要求(6063-T5)
抗拉强度:Rm≥160N/mm2 屈服强度:Rpo.2≥110 N/mm2 断后伸长率:δ≥8%
技术第三部分、时效:
铝合金型材挤出后的加工与处理:

季华挤压生产保证措施:
1)班组自检几何尺寸、表面质量,由专职质检员(巡检)复检几何尺寸、表面质量;2)风冷(水冷)淬火由班组控制冷却速度;3)拉伸矫直由班组控制拉伸变形量;4)成品锯切由班组控制定尺长度;5)精装由班组和质检员控制成品尺寸精度;6)人工时效由班组控制,时效工艺质检员控制机械性能;7)检测手段为:几何尺寸用游标卡尺和千分尺、角度尺来测量,机械性能用硬度钳、拉伸试验机,表面质量用样板、人工观测。


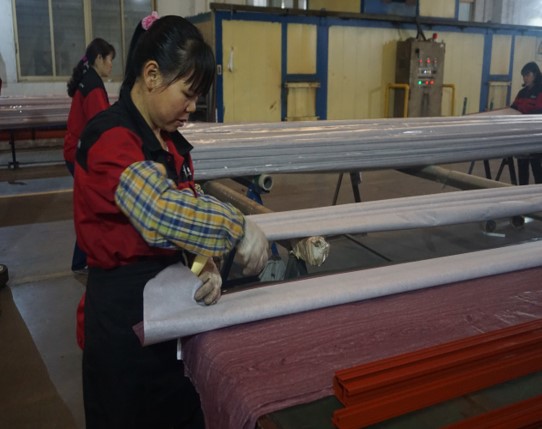
技术第四部分、表面处理:
在给铝材表面处理前,也需要一系列的工作,比如前处理除油,人工时效后就是前处理除油:除油主要是将型材表面在挤压过程中所产生的油脂清除干净,为后道工序提供保障。所有表面处理之前都必须除油。接下来的工艺流程:工件装挂→碱蚀除油→水洗→纯水洗→沥水→烘干→表面处理。
有专门的除油清洁剂去清洁铝材表面的油。
喷涂前处理

接下来的工艺流程:工件装挂→碱蚀除油→水洗→无铬钝化处理→水洗→纯水洗→沥水→烘干→喷涂→固化→卸料→检验→包装→入库
喷涂铝合金型材具有优良的耐蚀性和耐候性,坚固耐用,外观装饰好,颜色丰富,可依客户的要求颜色进行组织生产,且生产工艺比阳极氧化简单,环保等特点,在建筑,装潢,运输等行业得到广泛应用。
有钝化处理与无钝化处理分别
1.•有铬处理: 
2.无铬处理:

无铬处理对于粘胶型材的影响

1、粉末喷涂表面处理
粉末喷涂:铝合金型材经表面预处理形成化学转化膜(钝化)后,利用离子吸附作用喷涂一层热固性饱和聚酯粉末,再经过加热固化的表面处理方法。喷涂表面处理现在已经可以达到质保二十年。


季华粉末喷涂工艺流程图
上架→水洗→脱油涂油→水洗→酸洗→水洗→水洗→纯水洗→无铬钝化→滴干→烘干→喷粉→固化→卸架→包装
季华粉末喷涂涂层技术性能
粉末喷涂全部选用优质的涂料及优质的化工原料,生产出表面流平好、色泽均一、附着力强、耐候性好、颜色多样的高质量产品。
1.粉末喷涂涂层技术性能:光泽涂层的60°光泽值及其允许偏差:
|
光泽值范围 |
允许偏差 |
|
3~30 |
±5 |
|
31~70 |
±7 |
|
71~100 |
±10 |
(2)颜色和色差-----------涂层颜色与合同规定的标准色板基本一致。使用仪器测定时,单色粉末的涂层与标准色板间的色差△Eab*≤1.5,同一批产品之间的色差△Eab*≤1.5。
(3)涂层厚度--------装饰面上涂层最小局部厚度≥40μm。
(4)压痕硬度--------涂层经压痕试验,其抗压痕性≥80。
空心型材和半开口型材喷涂挂料的基本要求
对于空心型材和半开口型材等截面,一般采用串联的连接方式的挂式法

实心型材喷涂挂料的基本要求
2、氟碳(喷漆)表面处理
氟碳涂装工艺流程图 上架 →前处理 → 下架 → 上架 → 底漆涂装 → 流平 → 面漆涂装 → 流平→ 清漆涂装 → 流平 → 烘烤→ 出炉 → 包装


氟碳喷涂涂层技术性能
1)光泽 涂层的60°光泽值应与合同规定一致,其允许偏差为±5个光泽单位。
2)颜色和色差 涂层颜色与合同规定的标准色板基本一致。使用仪器测定时,单色涂层与标准色板间的色差△Eab*≤1.5,同一批产品之间的色差△Eab*≤1.5。
3)涂层厚度 喷涂型材装饰上的漆膜厚度应符合下表规定
|
涂层种类 |
平均膜厚,μm |
最小局部膜厚,μm |
|
二涂 |
≥30 |
≥25 |
|
三涂 |
≥40 |
≥34 |
|
四涂 |
≥65 |
≥55 |
(注:非装饰面如需要喷涂漆应在合同中注明)
4)硬度 涂层经铅笔划痕试验,硬度≥1H。
5)附着力 涂层的干式、湿式和沸水附着力应达到0级。
氟碳工艺质量的保证
1)每班配有专职工艺员;2)前处理槽液每天送检一次;3)炉温每周检测一次;4)静电装置每半个月检查一次;
5)每批成品做一次性能测试,每天做附着力性能测试一次。
l立式喷涂
l卧式喷涂
立式和卧式喷涂线最大的区别在于单线产能,而不在于产品的质量。立式喷涂线其相对于卧式喷涂线来说最大的优势在于单线产能大。卧式线一般月产600吨左右,立式线一般月产1000吨左右,二者只是喷涂时吊挂方式不一样。
卧式喷涂生产线更适合工程订单的生产。我们知道,工程订单最大的特点就是颜色多、品种多以及不定尺料多。喷涂颜色多和品种多,肯定就要求在生产时不断的要换粉,而卧式生产线具有的一个优势就是换粉容易,因此可以灵活的安排生产,特别是对于小订单的补单,相对立式而言卧式具有更大的灵活性。而立式生产线由于设备构造的原因,不好换粉,只适合连续生产,如果一个粉不是连续生产,将肯定导致成本的偏高,对于厂家来说要获取最大的利润就必然将其转到客户身上。而对于那些不定尺料多的工程用户来说,卧式线在配备了必要的挂具的前提下,将能够最大限度的满足客户对各种定尺的要求。

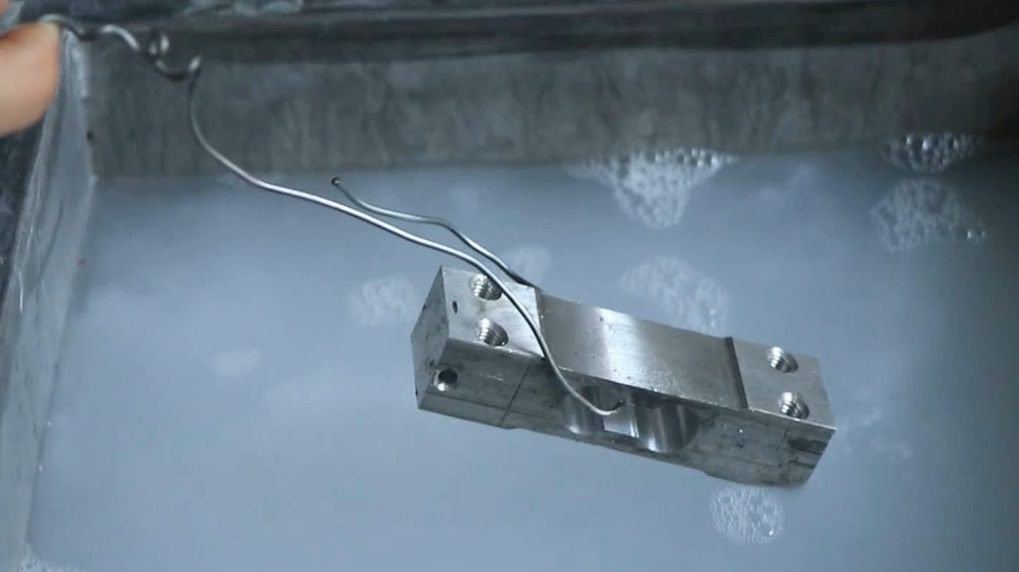
3、氧化表面处理

阳极氧化:在硫酸溶液内,将铝型材接通在直流电源的阳极,通过氧化还原反应,在铝合金型材表面生成一层Al2O3,然后进行封孔处理,使氧化膜极为质密,从而起到防腐、耐磨及装饰作用。一般的门窗型材氧化膜厚为10μm,幕墙型材为15μm,有些特定的地区(香港)氧化膜厚为20-25μm。
 l氧化的铝材一般保持铝材的原色,黯淡亚光,l都是这种银白色
l氧化的铝材一般保持铝材的原色,黯淡亚光,l都是这种银白色
氧化膜技术性能
|
氧化膜等级 |
最小平均膜厚(μm) |
最小局部膜厚(μm) |
|
AA10 |
10 |
8 |
|
AA15 |
15 |
12 |
|
AA20 |
20 |
16 |
|
AA25 |
25 |
20 |
1)每天分析槽液多次;
2)根据槽液分析结果控制PH值;
3)自动控制型材在各个槽中处理时间;
4)严格控制各个槽的温度;
由专职工艺员进行各个工艺监控及产品物理性能、化学性能的跟踪检测

4、电泳表面处理
电泳涂漆:在阳极氧化型材的基础上,于电泳槽内通过离子吸附作用,将型材表面均匀地附着水溶性油漆的表面处理方式。电泳B级膜厚为7μm,加上氧化膜9-10μm,总的复合膜厚为16μm以上。电泳的耐候性比同等的氧化的耐候性要高。

电泳出的铝材表面一般比较闪,非常光亮,金属颜色。电泳铝材表面是一层氧化膜

|
级别 |
阳极氧化膜 |
漆膜 |
复合膜 |
|
局部膜厚,μm |
局部膜厚,μm |
局部膜厚,μm |
|
|
A |
≥9 |
≥12 |
≥21 |
|
B |
≥9 |
≥7 |
≥16 |
注:苛刻、恶劣环境下的室外用建筑构件应用
A级型材,一般环境下室外用建筑构件或车辆用构件可采用B级型材。合同中未注明复合膜厚度级别的,一律按B级供货。
1)漆膜附着力0级 2)漆膜硬度≥3H
5、热转印木纹喷涂表面处理
铝木纹转印:粉末喷涂或电泳涂漆的基础上,根据高温升华热渗透原理,通过加热、加压,将转印纸或转印膜上的木纹图案,快速转印并渗透到已经喷涂或电泳好的型材上。另注:2001年季华铝材是中国第一个引进国外热转印木纹生产线的厂家,堪称“木纹热转印之父”。


热转印木纹型表面处理技术介绍
1、热转印木纹型材特点
1)仿真高度,完全达到各种木质木纹效果,不是木材,胜似木材。
2)耐候性能好,具有防潮、防蚁、防鼠等有点。适合于户外使用,经得起日晒雨淋。
3)不燃烧,不助燃,是良好的消防装饰材料。
4)是100%可回收利用的绿色环保材料。
5)使用木纹型材,可部分代替木材资源,保护生态环境。
2、热转印木纹型材质量性能
1)涂层厚度:装饰面上涂层厚度≥40μm。
2)压痕硬度:涂层经压痕试验,其压性≥80。
3)附着力:涂层经划格试验其附着力达到0级。
3、热装印木纹型材生产工艺保证措施,经粉末喷涂合格的型材方可装入热装印木纹工序。热装印木纹生产工艺流程如下:
裁剪木纹薄膜 →将型材包上木纹薄膜并焊接 → 抽真空 → 送入炉烘烤 → 出炉撕下木纹薄膜。
1)确保木纹薄膜焊接贴合。
2)严格按工艺规程要求控制好抽真空气压,烘烤温度。确保转印木纹的色泽和覆盖率。
3)每班设成品质检员检查把关,每批由理化室取样进行理化性能测试,确保产品质量。

技术第五部分、隔热工艺:分为注胶隔热和穿条式隔热
1、隔热型材特点
1)良好的保温性能。隔热型材与中空玻璃制成的门窗,其传热系数˂3.0w/m².K,能起到明显节能保温作用
2)良好的隔声性能,大大地减少了噪音污染对人体的危害。
3)防止冷凝结露,保护室内装饰。
4)良好的协调性,隔热型材的内外型材可分别处理(表面:阳极氧化、喷涂或氟碳)或不同色彩,使室外型材与建筑外装饰相统一。使室内型材与建筑内装修相协调。
2、隔热型材生产工艺保证措施
符合GB5237.1~GB5237.5要求的产品才转入隔热穿条工序。隔热穿条工序工艺流程:
打磨→ 滚压
1)对隔热条质量进行进货把关,不合格的隔热条不投入使用。
2)严格按工艺规程操作,控制好打磨齿深度,滚压压力等技术参数,确保质量性能。
3)每班设有成品质检检查尺寸偏差,外观质量等并把关,要求滚压后每支过平台,检查弯曲,扭拧情况。
4)理化室每批取样进行纵向抗剪试验和横向抗拉试验等理化性能测试,确保产品质量。
a.注胶隔热工艺
注胶式隔热铝型材是将高分子的液态聚氨酯粘合剂通过精确的计量比例并在严格的生产工艺和环境下浇注到铝型材槽口内,经过聚合固化,切除临时金属桥,实现金属-非金属-金属的隔热目的。
1
2
b.穿条式隔热工艺
穿条式隔热型材的通过开齿、穿条、滚压等三道工序后,将隔热条穿入铝合金型材的隔热条槽
口内,并使之被铝合金型材牢固咬合的复合方式
1
2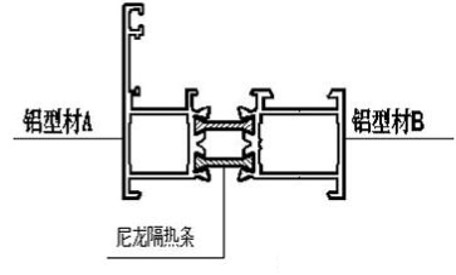
技术第六部分、包装 储存 出货:
所有工序完成好后,质检,包装好,进仓,出货



质量保证:
一、产品质量
1、我司有严格的产品质量保证体系(在技术性能和工艺质量保证措施已阐述),各工序有专职质检z人员、工艺监督人员加以跟踪,有设备齐全的质量检测中心对产品质量进行全面的监控,对每批出厂产品根据检测数据出具证明书或产品检验报告。
2、如果出现质量问题,由贵单位书面通知我司,我们将在收到通知48小时内派出质检人员到达现场处理,几经鉴定有质量问题的产品我司承诺包退换。
二、交货周期
1、我公司有年产50000多吨的生产能力,其中粉末喷涂年生产为20000吨,氧化着色及电泳涂漆年生产能力为20000吨隔热型材年生产为10000吨,一定能满足贵公司订单准时供货的需要。
2、各色泽具体生产交货期(以接订单日起批量10吨计算)
三、产品包装
为保证合格产品在运输搬运过程中不被互相摩擦损坏,我公司喷涂型材采用珍珠棉将料与料之间隔开,外包单层复合纸,每支型材(小料除外)都贴有防伪商标,每扎料头贴有产品标签。也可以按客户要求包装。
四、售后服务
1、如出现质量问题,我公司会用保证质量的型材给予退换。
2、出现质量问题,需我厂到现场处理,接到贵方通知48小时内,即派人到现场处理。




























说出你的想法